套标机的运行原理是什么?
套标原理:
当输送带上有瓶子经过侦测瓶子电眼时,伺服控制的驱动组会自动送下一张标签,同时刷下料轮组会刷下一张卷标,此张标签就会套入瓶子上。若此时定位侦测电眼位置不正确时,就无法将标签顺利套入瓶子。
§机构功能:
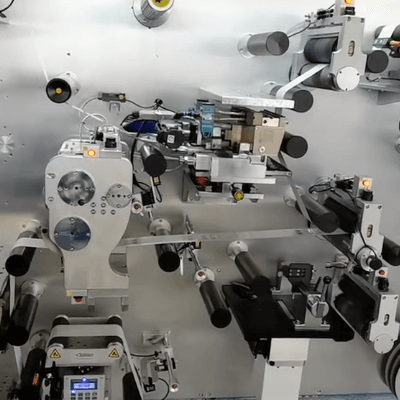
1.刀盘组:
采用偏心连动机构,由步进电机驱动,在无来瓶感应下无旋转动作,增加了使用寿命及安全性,同时它的切刀采用普通裁纸刀片更换容易,而且经济。
2.机台组:
全机采用不锈钢机身,用于支撑主机及固定输送带。
3.收缩炉:
使用电热或蒸气热将套入瓶子的标签收缩均匀附贴于瓶上。
4.驱动组:
采用双驱送料机构,它是固定中心柱不可缺少的部件,无论瓶子变大或变小,只要轻松的旋转手轮即可改变所需要的尺寸,传动功能由齿轮组完成。
5.分瓶螺杆:
将欲套标瓶做等距分开,进入带瓶组。
6.带瓶组:
采用两侧同步传动,高低与夹瓶定位仅各一只手轮调整,目的使瓶子输送时不摇晃和控制套标签高度。
7.三色警示灯:
正常运转时为绿色警示灯,准备时为黄色闪灯,主机不正常时闪红灯。
8.中心柱:
将标签膜料套入撑开,使膜料得以传送与裁切。
9.电眼架组:
使用光纤电眼传送信号,提供控制系统做定尺寸输送,电眼位置可高低调整。
10.毛刷组:
利用束带或橡皮筋将套入瓶子标签刷打入定位。
11.刷下组:
采用同步调整机构,将刷下两组传送轮调整至中心柱下方滚轮轻微接触,待标签通过时以较高转速将标签套入瓶子。
12.双料架组:
节省换料时间,出料由一组输送滚轮减速马达压送供料。
13.输送带:
使用变频器调整输送带速度,以适用于各产能的速度匹配,本机更以同步控制将分瓶螺杆组、带瓶组、本输送带三者做成单一旋钮调速。
14.照瓶电眼:
监视瓶子至适当位置,输出讯号使主机自动套入卷标。
15.馈料组:
系由控制标签送料张力的馈料箱和送料马达组成,用以传送标签膜料。
16.预热收缩:
用于标签在进入收缩炉之前的定位,防止标签跑位。
17.人机界面:
为本机的控制中枢,各操作显示页区分为主表、手动、自动、设定、监视等,另
辅助几只旋钮,按钮用以操作控制套标作业。
上一条:没有了!
下一条:柔版印刷机控制系统